数控机床伺服驱动系统常见故障及解决方法
- 来源:未知 原创
- 时间:2018-05-12
- 阅读: 次
- 本文标签:
进给驱动系统故障的处理,根据统计,这部分的故障率约占数控机床全部故障率的l/3左右。故障现象大致分三类:软件报警现象:包括有伺服进给系统出错报警(大多是速度控制单元故障引起或是主控印刷线路板内与位置控制或伺服信号有关部分发生故障)、检测元件(如测速发电机、旋转变压器或脉冲编码器等)故障、检测信号引起故障、过热报警(包括伺服单元过热、变压器过热及伺服电机过热)等情况。
硬件报警现象:包括高压报警(电网电压不稳定)、大电流报警(晶闸管损坏)、电压过低报警(大多为输入电压低于额定值的85%或电源线联结不良)、过载报警(机械负载过大)、速度反馈断线报警、保护开关动作有误等。这些故障在处理中应按具体情况分别对待。无报警显示的故障现象:包括机床失控、机床振动、机床过冲(参数设置不当)、噪声过大(电机方面有故障)、快进时不稳定等现象。这些故障要从检查速度控制单元,参数设置、传动副间隙、异物浸人、电机轴向窜动、电刷接触不良等方面去查找故障源。
主轴驱动系统故障的处理,直流主轴控制系统的故障:包括主轴停止旋转(触发线路故障)、主轴速度不正常(测速发电机故障或数/模转换器有故障)、主电机振动或噪声过大故障(相序不对或电源频率设定有错误)、过电流报警、速度偏差过大(负荷过大或主轴被制动)等。交流主轴控制系统的故障:包括电机过热故障(负载超标、冷却系统过脏、冷却风扇损坏、电机与控制单元间接线不良等)、交流输入电路及再生回路熔丝烧断 (这类故障原因较多:如阻抗过高、浪涌吸收器损坏、电源整流桥损坏、逆变器用的晶体管模块损坏、控制单元印刷电路板损坏,电机加、减速频率过高等)、主电机振动、噪声过大、电机速度超标或达不到正常转速等故障。
对待这些故障也必须先从检测开始、查找与分析故障原因找出故障源,针对这些故障采取措施排除故障。如电机振动就必须先确认是在何种情况下产生这种现象,如果在减速中产生,则故障肯定发生在再生回路,此时就要检查该回路的熔丝是否已熔断,或该回路的晶体管是否有损坏。若在恒速下产生,则应先查看反馈电压是否正常,之后切断指令,查看电机停转过程中是否有异常噪声。如有,肯定故障发生在机械部分,不然就在印刷线路板上。若反馈电压不正常,则应先查看振动周期是否与速度有关,若有关,则应检查主轴与主轴电机的连接方面是否有故障,主轴以及装在交流主轴电机尾部的脉冲发生器是否损坏,若不是,则可能故障产生在印刷线路板上,需要查看线路板或重新调整。也可能产生在机械方面,属于机械故障。
相关文章
本文链接:http://www.it892.com/content/pcfault/drive/20180512/93707.html
打印机提示未能安装打印机驱动解决方法

要领 /程序 一、决断击印机驱动,没关系被动 ,也没关系手动增减驱动。 望待 击印机... [详细]
创新驱动引领高质量开局
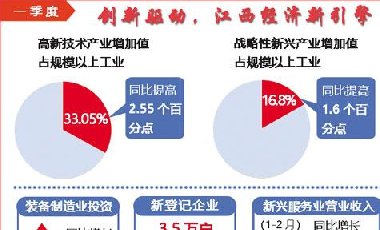
中国江西网讯 (记者黄继妍)春暖花开,赣鄱大地喜讯接踵而来:省人才基金首个项目... [详细]